Hàn nhôm là một kỹ thuật quan trọng trong lĩnh vực cơ khí chính xác và gia công kim loại màu. Tuy nhiên, so với thép hay inox, nhôm có đặc tính vật lý đặc biệt như dẫn nhiệt cao, dễ oxy hóa, điểm nóng chảy thấp, khiến quá trình hàn trở nên thách thức hơn rất nhiều. Bài viết này của Weldtech Việt Nam sẽ cung cấp hướng dẫn chi tiết từng bước trong kỹ thuật hàn nhôm, giúp thợ hàn – từ người mới đến chuyên gia – đều có thể nắm vững quy trình và đạt được mối hàn chất lượng cao.

Hàn nhôm là gì? Tại sao khó hơn hàn thép?
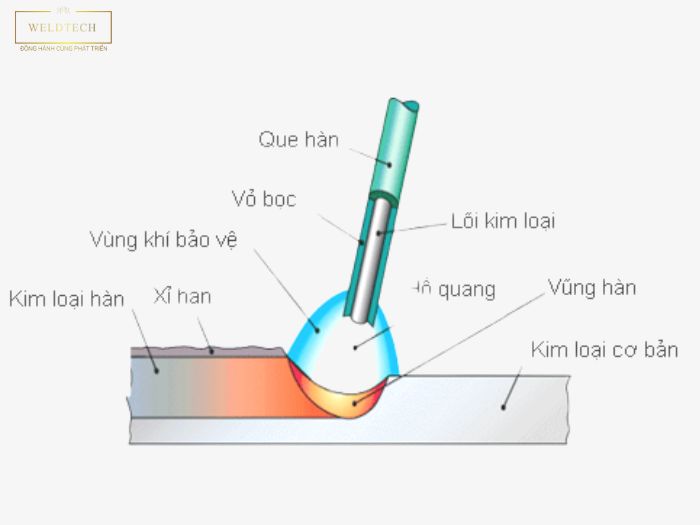
Đây là quá trình sử dụng nhiệt để làm nóng chảy bề mặt của vật liệu nhôm (và kim loại phụ), tạo ra liên kết kim loại chắc chắn sau khi nguội. So với hàn thép, kỹ thuật này gặp nhiều khó khăn do:
Lớp oxit nhôm có nhiệt độ nóng chảy lên tới 2.050°C, trong khi nhôm tinh khiết chỉ cần khoảng 660°C để nóng chảy. Nếu không làm sạch tốt, oxit ngăn cản sự kết dính của kim loại.
Khả năng dẫn nhiệt cao khiến vùng hàn nhanh chóng tản nhiệt, yêu cầu nhiệt độ hồ quang cao và kiểm soát chặt chẽ dòng điện.
Khả năng ngậm khí cao hơn, nếu không dùng khí bảo vệ đúng cách sẽ dễ tạo rỗ khí, nứt hàn.
Xem thêm: Kỹ thuật hàn nhôm: 10 yếu tố quyết định chất lượng mối hàn

Chuẩn bị vật liệu và thiết bị trước khi hàn nhôm
Trước khi bắt tay vào bất kỳ quy trình hàn trên vật liệu nhôm nào, việc chuẩn bị kỹ lưỡng vật liệu và thiết bị đóng vai trò cực kỳ quan trọng trong việc đảm bảo chất lượng mối hàn.
1. Làm sạch bề mặt vật hàn
Trước khi hàn, cần loại bỏ lớp oxit nhôm và chất bẩn như dầu, mỡ bằng cách:
Dùng bàn chải thép không gỉ chuyên dụng (không dùng lại bàn chải đã chải thép).
Sử dụng dung môi tẩy rửa, đảm bảo không chứa hydrocarbon.
Chải nhẹ theo một chiều để tránh làm thô bề mặt, gây giữ oxit.

2. Lựa chọn điện cực phù hợp
Điện cực Vonfram (Tungsten) là loại phổ biến nhất cho hàn TIG nhôm. Tùy theo loại dòng điện sử dụng:
Zirconi-Vonfram: Ổn định cao, kháng nhiễu tốt – thích hợp cho hàn nhôm bằng dòng AC.
Vonfram-Thori: Phù hợp với dòng DC, tuy nhiên cần có biện pháp mồi hồ quang đúng cách để tránh làm hỏng vật hàn.
Chiều dài điện cực thò ra khỏi đầu mỏ nên giữ ở mức khoảng 3.2 mm.
Lựa chọn khí bảo vệ phù hợp khi hàn nhôm
Khí bảo vệ đóng vai trò then chốt trong việc duy trì chất lượng mối hàn nhôm, ngăn chặn oxy và tạp chất xâm nhập vào vùng hồ quang nóng chảy. Trong kỹ thuật hàn TIG nhôm, Argon tinh khiết (≥99.99%) là lựa chọn phổ biến nhờ khả năng tạo hồ quang ổn định và độ thâm nhập cao.
Đối với hợp kim nhôm – magie (nhóm 5xxx), kỹ thuật viên có thể kết hợp Argon với khí Heli nhằm nâng cao nhiệt độ hồ quang, hỗ trợ quá trình nóng chảy diễn ra nhanh và sâu hơn. Tỷ lệ Heli thường được sử dụng tối đa 75%, giúp giảm đáng kể tình trạng tạo oxit magie gây ảnh hưởng tới độ bền và thẩm mỹ của mối hàn.

Kỹ thuật mồi hồ quang đúng cách trong hàn nhôm
Việc mồi hồ quang đúng kỹ thuật là yếu tố then chốt để đảm bảo mối hàn ổn định, ít khuyết tật và đạt được độ ngấu như mong muốn. Tùy vào loại dòng điện sử dụng trong quá trình hàn, cách mồi hồ quang sẽ có sự khác biệt rõ rệt khi hàn nhôm:
Dùng dòng AC hoặc DC có cao tần (HF):
Áp dụng phương pháp mồi không tiếp xúc.
Hồ quang được tạo ra nhờ điện áp cao tần, tránh làm mòn đầu điện cực.
Phù hợp với hàn TIG nhôm để giữ điện cực sạch, hạn chế biến dạng.
Dùng dòng DC không có cao tần:
Phải chạm nhẹ đầu điện cực vào vật hàn để tạo hồ quang.
Nên mồi trên khối đồng để tránh làm hư chi tiết và giảm nhiễm bẩn.
Yêu cầu thao tác nhẹ nhàng để không làm biến dạng vật liệu.
Trong cả hai trường hợp:
Mồi hồ quang nên bắt đầu ở điểm đầu của đường hàn.
Khi thấy vũng kim loại nóng chảy hình thành ổn định, mới từ từ di chuyển mỏ hàn.
Tránh di chuyển quá sớm khi hồ quang chưa đủ ổn định vì dễ tạo khuyết tật.
Giữ chiều dài hồ quang đều trong suốt quá trình hàn để duy trì độ ổn định nhiệt.
Các yếu tố kỹ thuật khi hàn nhôm TIG
Khi thực hiện hàn nhôm TIG, ngoài việc nắm vững kỹ thuật mồi hồ quang, còn có nhiều yếu tố quan trọng khác cần chú ý để đảm bảo mối hàn chất lượng và ổn định. Những yếu tố này liên quan đến các yếu tố kỹ thuật cơ bản như chiều dài hồ quang, góc đặt mỏ hàn và que hàn, cách di chuyển mỏ hàn. Dưới đây là những yếu tố kỹ thuật quan trọng cần lưu ý khi hàn:
Chiều dài hồ quang
Độ dài lý tưởng: 1.5 lần đường kính điện cực.
Hồ quang ngắn: Mối hàn sâu, hẹp, tập trung nhiệt tốt.
Hồ quang dài: Mối hàn nông, dễ tạo bề mặt rộng nhưng ngấu kém.
Góc đặt mỏ hàn và que hàn
Mối hàn giáp mối: Mỏ nghiêng 60° theo hướng hàn, que hàn nghiêng dưới 20°.
Mối hàn chữ T hoặc chồng: Góc nghiêng 45° trên đường phân giác.
Khi hàn hai tấm có độ dày khác nhau, đặt mỏ hơi lệch về phía tấm dày để cân bằng nhiệt.
Cách di chuyển mỏ hàn
Hàn nhôm yêu cầu di chuyển nhanh và đều tay.
Dòng điện và điện áp phải cao để bù lại độ tản nhiệt mạnh.
Di chuyển chậm sẽ dễ gây cháy thủng, đặc biệt là trên vật mỏng.
Những yếu tố này đóng vai trò quan trọng trong việc đảm bảo mối hàn đạt chuẩn kỹ thuật, sắc nét và bền vững.

Hướng dẫn quy trình hàn nhôm chi tiết từng bước
Dưới đây là quy trình hàn TIG nhôm dành cho người mới bắt đầu:
Bước 1: Thiết lập thông số ban đầu
Điện cực: Zirconi-Vonfram, đường kính 2.4 mm.
Khí bảo vệ: 15 CFH Argon tinh khiết.
Dòng điện: 165A (có thể điều chỉnh tùy độ dày vật hàn).
Bước 2: Mồi hồ quang
Đặt điện cực gần sát bề mặt chi tiết, nghiêng góc khoảng 20°.
Mồi hồ quang tạo vũng nóng chảy tại điểm đầu mối hàn.
Bước 3: Nạp kim loại phụ
Không dùng hồ quang để nung que hàn trực tiếp.
Chỉ nhúng nhẹ thanh kim loại phụ vào vũng nóng chảy, cho nó tự nóng chảy để lấp đầy mối hàn.

Bước 4: Duy trì tốc độ và chất lượng
Giữ nhịp di chuyển mỏ hàn ổn định.
Khi đạt độ rộng mối hàn cần thiết, kéo que hàn ra, tiếp tục dịch chuyển mỏ.
Lặp lại quá trình cho đến khi kết thúc đường hàn.
Bước 5: Kết thúc đường hàn
Tăng tốc độ nhẹ trước khi ngắt hồ quang để tránh nứt ở cuối mối hàn.
Có thể tái mồi nhẹ để lấp vết lõm nếu cần.
Xem thêm: Cơ sở hàn nhôm tại Hà Nội: Gia công hàn nhôm TIG MIG
Những lưu ý quan trọng khi hàn nhôm
Không dùng bàn chải thép thông thường để làm sạch nhôm.
Hạn chế tối đa khí hydrocarbon xâm nhập vào mối hàn.
Không hàn nhôm khi chi tiết bị ướt hoặc chưa được làm sạch dầu mỡ.
Cần luyện tập kỹ năng hàn mồi, điều tiết hồ quang và đưa que kim loại phụ đều tay.
Hàn nhôm tuy đòi hỏi kỹ thuật cao và sự tỉ mỉ trong từng chi tiết, nhưng khi nắm vững nguyên lý và thực hành đúng quy trình, bạn hoàn toàn có thể tạo ra những mối hàn chắc, đẹp, đạt tiêu chuẩn công nghiệp. Hãy luôn nhớ rằng “nhôm cần hàn nóng và nhanh không khoan nhượng với sai lệch”. Weldtech Việt Nam chuyên gia công hàn trên vật liệu nhôm hàng xuất khẩu, liên hệ ngay để được tư vấn chi tiết.